
СВЕРЛИЛЬНО-ПРИСАДОЧНЫЙ ЦЕНТР С ЧПУ SM2812-2HE
2 750 000руб.
Есть в наличии!
Категория: Сверлильно-присадочные
В наличии Количество ограничено
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | |
| • Позиционирование заготовки перед обработкой: Горизонтально | |
- Одновременная обработка двух заготовок за один установку: Наличие
- Количество сторон обработки заготовки за один установку, шт.: 6
- Длина обрабатываемой заготовки (мин. — макс.), мм: 50 — 2800
- Ширина обрабатываемой заготовки (мин. — макс.), мм: 50 — 1200
- Толщина обрабатываемой заготовки (мин. — макс.), мм: 10 — 50
- Количество пневматических захватов, шт.: 2
- Максимальная скорость перемещения по осям X / Y / Z, м/мин: 135 / 75 / 30
- Количество присадочных голов, шт.: 2
- Мощность присадочных голов (верх. / нижн.), кВт: 2,2 / 2,2
- Количество шпинделей для сверления в пласть заготовки (сверху), шт.: 9
- Количество шпинделей для сверления в пласть заготовки (снизу), шт.: 9
- Количество шпинделей для сверления в торцы заготовки, шт.: 8 (2+2; 2+2)
- Максимальная длина сверла, мм: 70
- Максимальный диаметр сверла, мм: 35
- Пазовальная пила: Нет
- Верхний фрезерный шпиндель: Наличие
- Мощность верхнего фрезерного шпинделя, кВт: 3,5
- Тип охлаждения шпинделя: Принудительно воздушное
- Тип цанги верхнего фрезерного шпинделя: ER20
- Частота вращения верхнего фрезерного шпинделя, об/мин: 18000
- Автоматическая смена инструмента: Нет
- Нижний фрезерный шпиндель: Наличие
- Мощность нижнего фрезерного шпинделя, кВт: 3,5
- Тип охлаждения шпинделя: Принудительно воздушное
- Тип цанги нижнего фрезерного шпинделя: ER20
- Частота вращения нижнего фрезерного шпинделя, об/мин: 18000
- Автоматическая смена инструмента: Нет
- Частота вращения шпинделей присадочных голов, об/мин: 3400
- Система ЧПУ: NC STUDIO
- Адаптация для работы с ПО «Базис-Мебельщик»: Наличие
- Ручной сканер для работы со штрихкодами: Наличие
- Ручной пульт управления с маховиком: Наличие
- Автоматический конвейер выгрузки деталей: Наличие
- Система контрольного измерения заготовок перед обработкой: Наличие
- Автоматическая централизованная смазка направляющих и подшипников: Наличие
- Напряжение, В: 380
- Частота тока, Гц: 50
- Давление в пневмосистеме, МПа: 0,7
- Общая установленная мощность, кВт: 18
- Габаритные размеры (Д × Ш × В), мм: 5800 × 2840 × 2200
- Вес, кг: 4000
 |
МАССИВНАЯ СТАНИНА СТАНКА
Станина станка сборная, выполнена из толстостенных стальных труб прямоугольного сечения толщиной 6-8 мм (усиленных до 40 мм в местах сопряжений), что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе. За счет большой массы станка обеспечивается отличная виброустойчивость, а это, положительно сказывается на ресурсе узлов и долговечности инструмента. |
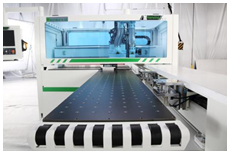  |
ЗАГРУЗКА И ВЫГРУЗКА ДЕТАЛЕЙ
Деталь загружается горизонтально и перемещается по специальному столу с «воздушной подушкой». На выходе станка предусмотрен автоматический конвейер разгрузки. Станок поддерживает два режима выгрузки заготовки из рабочей зоны: проходной режим и режим загрузки-выгрузки с одного стороны — что удобно при работе одному оператору. |
 |
НЕЗАВИСИМЫЕ ПНЕВМАТИЧЕСКИЕ ЗАХВАТЫ
Предназначены для четкой и надежной фиксации заготовки во время ее технологического перемещения во время цикла присадки. В станке применяется два независимых захвата, управляемые в зависимости от программы оптимизации и выбранной карты присадки. |
 |
ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ ПОВЫШЕННОЙ ЖЕСТКОСТИ «Kotec» (Тайвань)
За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения порта̒ла и высокооборотного шпинделя по осям Х, Y, Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров.
|
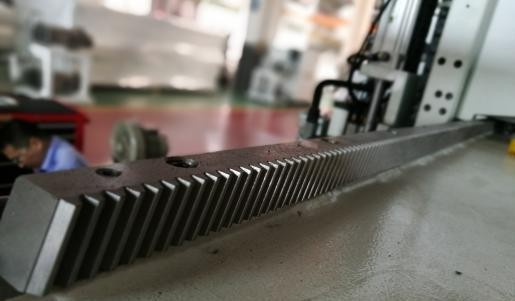 |
КОСОЗУБЫЕ ПЕРЕДАЧИ ШЕСТЕРНЯ – РЕЙКА ПО ОСЯМ X –Y
В отличие от передач с прямыми зубьями, косые входят в зацепление постепенно, а не сразу по всей длине. Косозубое зацепление не имеет зоны однопарного зацепления. В прямозубой передаче нагрузки на зубья прикладывается мгновенно. Зубья в косозубых передачах нагружаются постепенно по мере захода их в зону зацепления, в зацеплении всегда находится как минимум две пары зубьев. Данные факторы определяют плавность работы косозубого зацепления, а также снижение шума и дополнительных динамических нагрузок по сравнению с прямозубым зацеплением. Использование косозубых передач в конструкциях фрезерных станков с ЧПУ позволило значительно повысить нагрузочные характеристики и увеличить скоростные показатели. |
 |
ПЛАНЕТАРНЫЕ РЕДУКТОРЫ «SHIMPO-NIDEC» (ЯПОНИЯ) ПО ОСЯМ X, Y
Изменение конструкции узла передачи крутящего момента с ременной передачи на планетарные редукторы «SHIMPO-NIDEC» позволили значительно улучшить показатели оборудования, а именно: 1. Реализовать большие удельные мощности при обеспечении высокой нагрузочной способности и минимальных габаритах привода; 2. Получить гораздо более высокий КПД; 3. Облегчить конструкцию, т.к. данные редукторы вдвое компактней и в три раза легче редукторов других типов, имеющих аналогичные характеристики; 4. Уменьшить время на техническое обслуживание оборудования, т.к. данные редукторы не требуют обслуживания и настройки в течение всего срока эксплуатации. |
 |
КИТАЙ СЕРВОДВИГАТЕЛИ studio
В составе: серводрайверы и сервомоторы перемещения по всем осям.
|
 |
ВЫСОКОПРЕЦИЗИОННАЯ ШАРИКО-ВИНТОВАЯ ПЕРЕДАЧА «TBI» (ТАЙВАНЬ)
За счет исключения люфта обеспечивается высокоточное перемещение шпиндельной площадки по оси Z, а применение шарико-винтовой пары увеличенного сечения гарантирует сохранение точности при выполнении высокоскоростной обработки сложных изделий. |
 |
СВЕРЛИЛЬНОПРИСАДОЧНАЯ ГОЛОВА—КИТАЙ CC*2
В основу конструкции присадочной головы положены лучшие конструктивные решения ведущего мирового производителя — компании HSD (Италия).
В комплектации: 9 вертикальных шпинделей (3+ 3+ 3) 8 горизонтальных шпинделей (2 + 2 по оси X и 2 + 2 по оси Y)
|
 |
КИТАЙ СС ПРОМЫШЛЕННЫЙ ЭЛЕКТРОШПИНДЕЛЬ 3.5 кВт*2- 18 000 ОБ/МИН
Высокая частота вращения (18 000 об/мин) и достаточная мощность дает возможность осуществлять качественную обработку деталей с высокой скоростью. Охлаждение двигателя воздушное от вентилятора, установленного на валу шпинделя.
|
 |
ШКАФ УПРАВЛЕНИЯ
Шкаф управления — самый основной элемент станка и от его надежности зависит дальнейшая стабильная работа станка. Шкаф управления станком оснащен комплектующими ведущих мировых производителей и скомпонован в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. Все компоненты и соединения расположены на строго отведенных местах и имеют легкий доступ для контроля и обслуживания. |
 |
ЗАЩИТНЫЕ КАБЕЛЕУКЛАДЧИКИ ПО ОСЯМ X И Y
Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. |
 |
СИСТЕМА ПОДГОТОВКИ СЖАТОГО ВОЗДУХА
Позволяет обеспечить необходимое качество сжатого воздуха на входе в станок, т.е. отделить влагу, которая оказывает негативное воздействие на пневматические системы станка и в целом на долговечность всего оборудования. |
 |
СИСТЕМА УПРАВЛЕНИЯ NC studio
Одна из самых доступных и надежных систем управления. возможность редактировать и создавать программы непосредственно у станка, простой и понятный графический интерфейс системы обеспечивают высокую производительность и качество получаемой продукции, малое время настройки и легкость в управлении. |
 |
ПУЛЬТ УПРАВЛЕНИЯ
Удобный и эргономичный пульт управления, предназначен для управления станком в ручном режиме. Значительно облегчает работу оператора во время настройки станка, а также снижает риск повреждения оборудования в процессе обработки. |
 |
СКАНЕР ДЛЯ РАБОТЫ СО ШТРИХ-КОДАМИ
Для удобства работы, а также для сокращения времени перехода на различные карты присадки станок оснащен сканером для считывания штрих-кодов. Данная система позволяет экономить до 20% рабочего времени, а также снизить влияние человеческого фактора, тем самым уменьшить количество брака. |
 |
ЯЩИК ДЛЯ ИНСТРУМЕНТА (ЗИП)
Эргономичный инструментальный ящик включающий набор инструмента, смазочный комплект, набор ключей и т. д. |
Представительства
Похожие товары



Торцевой присадочный станок с ЧПУ ASH2800
Максимальные размеры заготовки:
2800 х 1300 х 50 мм
Минимальные размеры заготовки: 160 х 40 х 50 мм
Частота вращения: 18 000 об/мин
Вес: 550 кг

Сверлильно-фрезерный станок с ЧПУ DHL2200
Размер машины:
3200*1700*1600 мм
Вес: 1000 кг
Общая мощность двигателя: 14,5 кВт

Станок сверлильно-присадочный SMD 21
Модель: SMD21
21 шпиндель

BHM1230 Сверлильно-присадочный станок с ЧПУ
Максимальная длина заготовки, мм 3050
ВЕРХНЯЯ ГРУППА
- 12 вертикальных шпинделей;
- 8 горизонтальных шпинделей: o 2 + 2 передний — задний торец; o 2 + 2 левый — правый торец; 1 пазовальная пила Ø 120 мм; 1 фрезерный шпиндель 3,5 кВт.
НИЖНЯЯ ГРУППА
- 9 вертикальных шпинделей; 1 фрезерный шпиндель 3,5 кВт.

Сверлильно-присадочный станок MZ6415
Сверление отверстий под петлю и эксцентриковую стяжку.


Сверлильно-присадочный станок DW21
Модель: DW21 BHM
Количество шпинделей: 21+21
Размер рабочего стола 910*510 мм
Подающий стол с рольгангами 920*740 мм
Глубина сверления 60 мм
Габариты: 1500*2360*1500 мм


{kind=link}